PLPS Launches MyClinicalSuite™ to Deliver Faster Clinical Trial Label Turnarounds Without Compromising Quality, Compliance, or Patient Safety
Clinical trial sponsors face constant pressure to accelerate study timelines while maintaining strict regulatory compliance and data integrity. As trial designs become more complex and schedules continue to compress, even small delays in label production can impact critical study milestones.
To help sponsors meet these challenges, Premium Label & Packaging Solutions (PLPS) has launched MyClinicalSuite™, a clinical-only label and packaging environment that segregates clinical work from commercial production. Because projects don’t compete with commercial runs, its resources are completely focused on maintaining the highest standards of quality, compliance, and data integrity while providing faster turnaround times.
Speed Without Compromise
Although quick turnarounds are important, clinical trial labels require more than just quick production. Every label must support patient safety, study integrity, and regulatory compliance. MyClinicalSuite™ was developed with the realities of today's trial protocols in mind. By combining advanced production capabilities, industry expertise, and robust quality systems, we’re able to provide accelerated timelines while reducing operational and regulatory risk.
Key Advantages of MyClinicalSuite™
Order size flexibility so that large or small batches are treated equally, regardless of size
A responsive team of specialists to provide answers in real time
Built-in accuracy and scheduling so late-stage changes can be executed flawlessly while adhering to timelines
In-house variable data printing to support accurate patient control
In-line vision inspection to ensure quality and secure clinical trial administration
The MyClinicalSuite™ portfolio offers a wide range of clinical trial labels and packaging applications, including booklets, extended content, and specialty labels such as cryogenic and pattern-adhesive. They are manufactured at PLPS's ISO-certified Lakewood, New Jersey facility, which has been producing clinical trial labels and packaging since 2008. The plant follows strict cGMP standards and features Integrated vision systems and 200% inspection processes that can validate both barcodes and human-readable data.
The launch of MyClinicalSuite™ further expands PLPS’s broader healthcare capabilities in pharmaceutical, medical device, OTC, and regulated healthcare markets across pressure sensitive labels, expanded content labels, shrink sleeves, flexible packaging, and specialty packaging applications.
The TikTok Effect: How Labels & Packaging Can Make or Break a Brand
In today’s TikTok-driven marketplace, consumers don’t just buy products. They buy moments, aesthetics, and stories. A product can go viral overnight because of a beautifully designed label, a satisfying unboxing experience, or eye-catching shelf appeal. On the flip side, a poorly designed package can doom even the best formula before it ever gets a chance.
Nowhere is this more apparent than in the beauty, personal care, and wellness industries, where consumers make split-second decisions based on visual trust.
Welcome to the era where packaging is no longer just packaging — it’s marketing, branding, and social currency all rolled into one.
First Impressions Are Now Digital
Years ago, packaging only had to stand out on a retail shelf. Today, it must stand out on a 6-inch smartphone screen while someone scrolls at lightning speed.
TikTok has fundamentally changed how consumers discover products: • They see products in “Get Ready With Me” videos • They watch influencers organize supplements into aesthetically pleasing routines • They pause on skincare shelfies • They save wellness hauls • They share unboxing videos
This means your label has milliseconds to communicate: • Trust • Luxury • Clean ingredients • Efficacy • Lifestyle alignment • Social relevance
If it doesn’t instantly connect visually, consumers keep scrolling.
Packaging Is the New Influencer
Consumers now associate packaging quality with product quality. A premium-looking supplement bottle instantly signals: • Better ingredients • Better efficacy • Better brand credibility
Even if the formula inside is identical to a competitor’s.
Beauty and Personal Care Industry: Packaging Creates Identity
The beauty industry mastered this early. Brands like Glossier, Rhode, Drunk Elephant, and Summer Fridays didn’t just sell skincare — they sold minimalist lifestyles, vanity appeal, and social status. Their packaging became instantly recognizable on TikTok and Instagram.
Today’s consumers subconsciously ask: “Will this look good in my video?”
Products with clean typography, soft matte finishes, minimalist labels, and sustainable packaging perform dramatically better in social content.
Vitamins & Supplements: The Biggest Packaging Transformation
Traditionally, supplement labels were crowded with tiny fonts and overwhelming claims. Modern wellness consumers reject that. Brands like Ritual, Olly, Bloom Nutrition, Athletic Greens, and Seed have transformed the category through: • Packaging simplicity • Color psychology • Visual trust • Lifestyle branding
Consumers now display supplements on kitchen counters rather than hide them in cabinets — a major behavioral shift. TikTok Turned Wellness Into an Aesthetic
People no longer buy vitamins solely for health benefits. They buy into: • Morning rituals • Self-care identity • Longevity lifestyles • Biohacking trends • Wellness aesthetics
Packaging became the visual centerpiece of these routines.
Why Label Design Matters More Than Ever
A label does more than identify a product. It communicates: • Who the product is for • Whether it’s premium or budget • Whether it’s trendy or outdated • Whether consumers trust it
In wellness, especially, consumers equate visual cleanliness with ingredient cleanliness.
Packaging Is Now Performance Marketing
One viral TikTok can generate: • Millions of views • Massive sellouts • Waitlists • Influencer demand
In the TikTok generation, consumers are no longer simply purchasing products — they are buying experiences, aesthetics, and brand identities. A label is often the very first interaction a customer has with a brand, and in today’s fast-scrolling digital world, that interaction happens in seconds.
For beauty, wellness, personal care, vitamins, and supplements, packaging has become one of the most powerful drivers of:
Consumer trust
Brand recognition
Social sharing
Retail performance
Customer loyalty
Viral growth
The brands dominating today understand a critical truth:
Packaging is no longer an afterthought — it is part of the product.
A beautifully designed label can transform a supplement into a lifestyle accessory. A thoughtfully branded skincare product can become social content. An unforgettable unboxing experience can turn customers into brand ambassadors overnight.
In an era where one TikTok can launch a brand into massive success, companies can no longer afford outdated packaging, cluttered labels, or generic branding. Consumers expect products that look as elevated as the lifestyles they aspire to create.
The question brands should be asking is no longer:
“Does our packaging work?” It’s: “Does our packaging inspire people to stop, share, trust, and buy?”
Because in today’s market, packaging doesn’t just support the brand. it defines it.
Ready to Elevate Your Brand?
At PLPS, we understand that packaging is more than just a label — it’s a strategic branding tool that influences consumer perception, purchasing behavior, and long-term loyalty.
From premium supplement labels and wellness packaging to beauty and personal care branding solutions, PLPS helps brands create packaging that stands out both on the shelf and on social media.
Whether you’re launching a new product or refreshing an existing brand, our team specializes in helping companies create packaging that captures attention, builds trust, and drives growth in today’s digital-first marketplace.
Let’s create labels and packaging that your customers will want to share.
Contact us to learn how we can help bring your brand vision to life.
Cannabis packaging in 2026 is no longer just about meeting regulations—it’s about creating a competitive edge. As legalization expands and markets mature, brands are under pressure to deliver packaging that is compliant, sustainable, and visually compelling, resonating with increasingly sophisticated consumers.
From advanced cannabis labels to high-performance flexible packaging, the industry is shifting toward solutions that combine compliance with brand storytelling and operational efficiency.
Cannabis Labeling Trends: Beyond Compliance
Regulatory requirements remain a foundational element of cannabis packaging. Labels must still communicate THC content, health warnings, dosage, and traceability data. But in 2026, leading brands are going further.
Clear, Consumer-Friendly Label Design
Today’s cannabis labels prioritize clarity and usability. Instead of overwhelming consumers with dense text, brands are using:
Simplified layouts
Visual hierarchies
Icons and color coding
This approach improves consumer experience while still meeting strict compliance standards.
Smart Labels & Digital Integration
One of the biggest cannabis packaging trends in 2026 is the rise of smart labeling. QR codes and digital touchpoints are now standard, giving consumers access to:
Certificates of Analysis (COAs)
Ingredient transparency
Dosage guidance
Brand storytelling
Labels are no longer static—they’re becoming interactive extensions of the product experience.
Flexible Packaging Trends in Cannabis
Flexible packaging is rapidly becoming the preferred format across cannabis categories, especially for edibles, flower, and pre-rolls.
Sustainability Drives Adoption
Sustainability is one of the most influential cannabis packaging trends in 2026. Flexible packaging offers:
Reduced material usage
Lower transportation emissions
Options for recyclable or compostable films
Consumers are increasingly making purchasing decisions based on environmental impact, making sustainable packaging a key differentiator.
Cost Efficiency & Operational Flexibility
Compared to rigid packaging, flexible formats provide:
Lower production and shipping costs
Faster turnaround times
Easier scalability for growing brands
This is especially important in a market where margins are tightening and product lines are expanding.
Luxury Look Without the Cost
Flexible packaging has evolved significantly in both form and function. Today’s solutions include:
Matte and soft-touch finishes
High-definition printing
Specialty coatings and textures
These features allow brands to achieve a high-end shelf presence while maintaining cost efficiency.
The Intersection of Labels & Flexible Packaging
The real innovation in cannabis packaging comes from how labels and flexible materials work together.
In 2026, brands are integrating:
Pressure-sensitive labels on pouches for regulatory flexibility
Extended content labels (ECLs) for additional compliance information
Tamper-evident and child-resistant features built into flexible formats
This combination allows brands to remain compliant while maximizing design space and consumer engagement.
Personalization & Short-Run Packaging
Another key cannabis packaging trend is the rise of short-run and customizable packaging.
Brands are using flexible packaging and digital printing to:
Launch limited-edition products
Test new SKUs
Create seasonal or regional variations
This agility allows companies to respond quickly to market trends without large inventory commitments.
What This Means for Cannabis Brands
To stay competitive in 2026, cannabis brands need packaging strategies that balance multiple priorities:
1. Compliance + Clarity
Meeting regulations is essential—but clarity and usability are what build consumer trust.
2. Sustainability + Efficiency
Flexible packaging offers a path to reduce environmental impact while improving operational performance.
3. Branding + Functionality
Packaging must do more than protect the product—it must communicate value, differentiate on the shelf, and enhance the overall experience.
Why It Matters Now
The cannabis market is becoming more crowded and more competitive. Labelw and packaging, once seen as a regulatory burden, are now a critical brand touchpoint and growth driver.
Companies that invest in innovative cannabis labels and flexible packaging solutions will be better positioned to:
Adapt to changing regulations
Meet consumer expectations
Improve speed to market
Strengthen brand identity
Final Thoughts: Packaging as a Competitive Advantage
Cannabis packaging in 2026 is defined by convergence—compliance, sustainability, technology, and design all working together.
Labels are smarter. Flexible packaging is more advanced. And the brands that succeed will be those that treat packaging not as an obligation but as a strategic asset.
Looking to elevate your cannabis packaging strategy? PLPS specializes in premium labels and flexible packaging solutions designed for compliance, performance, and shelf impact.
Privateer Supports NASA’s Artemis II Mission with High-Performance Aerospace Identification Tapes
In the world of aerospace, success is often measured by monumental achievements—rocket launches, lunar orbits, and historic missions that capture global attention. Yet behind every milestone is a network of highly specialized contributors ensuring everything functions flawlessly. One of those contributors is Privateer, PLPS’s plant in Old Saybrook, CT, who has quietly been playing a critical role in humanity’s return to deep space.
Since 1972, the company has manufactured identification tapes, labels, and nameplates to rigorous aerospace and military specifications and is one of only two certified manufacturers of Fluid Line Tapes worldwide.
Privateer’s Role in the Artemis II Moon Mission
Yesterday marked a proud and historic moment for the team at Privateer. The company’s high-performance identification marking tapes were included in NASA’s Artemis II mission, the first crewed lunar mission in more than 50 years.
While these tapes may seem like a small component in a complex aerospace system, they serve an essential purpose:
Clearly identifying wiring and critical systems
Ensuring traceability of components
Supporting safe and reliable spacecraft operation
Engineered for Extreme Aerospace Conditions
Space is one of the harshest environments imaginable. Every material used must withstand:
Extreme temperature fluctuations
Intense vibration during launch
Radiation exposure
The vacuum of space
Privateer’s aerospace-grade labeling and identification solutions are engineered specifically for these conditions. Their tapes meet rigorous industry standards for durability, adhesion, and long-term legibility, ensuring performance where failure is not an option.
Building on Success: From Artemis I to Artemis II
Privateer’s contribution to Artemis II builds on its earlier involvement in the Artemis I mission (2022)—an uncrewed test flight that validated systems for deep space exploration.
By supporting both missions, Privateer has proven:
Reliability across multiple mission phases
Consistency in aerospace manufacturing quality
Trusted partnership within one of NASA’s most ambitious programs
Supporting the Future of Space Exploration
The Artemis program represents more than a return to the Moon. It lays the groundwork for:
Sustained human presence on the lunar surface
Advanced deep space exploration technologies
Future missions to Mars
As these goals move closer to reality, the need for precision-engineered components and dependable manufacturing partners becomes even more critical.
Privateer’s role highlights how specialized labeling solutions for aerospace underpin the broader vision of space exploration—ensuring that every system, no matter how small, performs exactly as intended.
A Commitment to Quality and Innovation
For PLPS and its Privateer division, participation in Artemis II is more than a milestone—it’s a reflection of a deeper commitment to:
Quality-driven manufacturing
Innovation in high-performance labeling solutions
Supporting mission-critical industries like aerospace and defense
Explore more about Privateer’s aerospace labeling and identification solutions.
How Long Island Quietly Helped Build the $400B Nutraceutical Industry
The nutraceutical industry has become one of the most dynamic sectors in global health and wellness, valued at hundreds of billions and growing rapidly. Consumers today are more informed, more proactive, and more invested in their long-term health than ever before. From vitamins and dietary supplements to functional foods and personalized nutrition, nutraceuticals have moved from the margins of healthcare into the mainstream of everyday life.
But the industry as we know it today did not emerge fully formed. Its growth has been shaped by decades of cultural shifts, scientific advancements, regulatory changes, and the operational ecosystems that enabled companies to scale. While regions like California are often associated with early health movements, Long Island, NY, played a uniquely important role in transforming nutraceuticals from niche products into a commercial powerhouse.
Before Nutraceuticals: Long Island’s Pharmaceutical Foundation
To understand Long Island’s role in the nutraceutical industry, it’s important to begin before the term “nutraceutical” was widely used. In the mid-20th century, Long Island had already established itself as a significant hub for pharmaceutical manufacturing and chemical production. Fueled by post-World War II suburban expansion and its proximity to New York City, the region attracted companies that required both technical expertise and logistical access. Skilled labor, production facilities, and regulatory knowledge became deeply embedded in the local economy.
This pharmaceutical backbone created something invaluable: a workforce and infrastructure that understood how to formulate, manufacture, and bring regulated health-related products to market
A Cultural Shift Toward Preventive Health
At the same time, broader cultural shifts were underway. The 1960s and 1970s saw the rise of the natural health movement, increased interest in nutrition science, and a growing skepticism toward purely reactive healthcare models. Consumers began to think differently—not just about treating illness, but about preventing it.
This shift laid the groundwork for the modern nutraceutical industry—one built on the idea that health could be actively supported rather than just restored.
The 1970s–1980s: From Niche Market to Commercial Opportunity
By the 1970s and 1980s, vitamins and dietary supplements were no longer confined to small health food stores. They were entering the broader consumer market, driven by trends in fitness, longevity, and self-directed wellness.
Long Island became one of the most important regions in this transition. Companies such as Nature’s Bounty and retailers like Vitamin World emerged and expanded rapidly, helping define how supplements were branded, packaged, and distributed at scale. What made Long Island particularly well-suited for this growth was its proximity to New York City, established manufacturing infrastructure, regulatory familiarity, and entrepreneurial leadership.
1987: Overnight Labels Enters at a Pivotal Moment
It was during this period of rapid growth that Overnight Labels (ONL) was founded in 1987.
As the industry scaled, so did the complexity of bringing products to market—particularly in areas of packaging and speed-to-shelf. Labels became more than identifiers; they became essential tools for compliance, branding, and distribution.
ONL positioned itself at the intersection of these needs, providing high-quality, reliable labeling solutions that enabled nutraceutical companies to scale efficiently and move products seamlessly from manufacturing to market.
1994 and the Regulatory Inflection Point
A defining moment for the nutraceutical industry came with the passage of the Dietary Supplement Health and Education Act (DSHEA) in 1994.This legislation reshaped the regulatory landscape and accelerated industry growth. With expansion came complexity, including increased scrutiny, faster production cycles, and more competition.
ONK evolved alongside these changes, becoming a trusted resource for companies managing compliance and scaling operations under increasing pressure.
Long Island Becomes a Nutraceutical Manufacturing Ecosystem
In the decades following DSHEA, Long Island transformed into a dense ecosystem of contract manufacturers, private-label producers, formulators, and packaging providers.
This interconnected network enabled companies to bring products to market quickly and efficiently. ONL became deeply embedded within this ecosystem, building long-term relationships with many of the region’s leading nutraceutical companies and supporting their growth through consistent, high-performance labeling solutions.
The Modern Industry: Complexity, Speed, and Differentiation
Today, the nutraceutical industry is more competitive and complex than ever before.
Consumers demand transparency, premium branding, and rapid availability, while companies must navigate supply chain challenges, regulatory pressures, and rapid innovation cycles.
In this environment, operational execution, especially labeling, has become a critical competitive advantage.
ONL Becomes Part of Premium Labels & Packaging Solutions (PLPS)
With nearly four decades of experience, ONL has grown alongside the nutraceutical industry. In 2021, the company merged with four other label converters to form one company with broader capabilities, redundancy, and market proficiency. This expansion, coupled with the company's deep knowledge of the nutraceutical industry, enables it to support high-volume production at speed.
Future of Nutraceuticals: What Comes Next
The next phase of the nutraceutical industry will be shaped by personalization, clean-label demand, direct-to-consumer growth, and global expansion.As these trends accelerate, companies will need to move faster while maintaining compliance and quality. Strong operational partnerships will remain essential.
If you’re looking for a labeling partner who understands the demands of the nutraceutical industry—and can support your business with speed, precision, and reliability, connect with us today.
Flexible Packaging: Trends, Innovations, and Market Growth
Flexible Packaging: Trends, Innovations, and Market Growth
Flexible packaging is rapidly becoming one of the most important formats in the global packaging industry. In fact, the market is projected to grow from $308B (2025) → $331B (2026). That’s 7.7% year-over-year growth. Let’s take a deeper look at the reasons why.
1. Sustainable Flexible Packaging Is Now a Priority
Sustainability is one of the biggest drivers of innovation in flexible packaging. Brands are increasingly adopting:
Recyclable mono-material packaging
Compostable flexible packaging solutions
Lightweight materials that reduce carbon footprint
2. E-Commerce Packaging Is Driving Demand for Flexible Formats
The rise of e-commerce has significantly increased demand for lightweight and durable packaging solutions. Flexible packaging is ideal for shipping because it:
Reduces shipping costs
Provides strong product protection
Adapts to various product shapes
3. Material Innovation in Flexible Packaging
Advancements in flexible packaging materials are unlocking new possibilities. Key innovations include:
High-barrier films that extend shelf life
Recyclable laminates that reduce environmental impact
Modern consumers expect packaging to deliver more than just protection. Key trends include:
Resealable and easy-open features
Portable formats
Visually appealing designs
Sustainability messaging
5. Flexible Packaging Market Growth Across Industries
The global flexible packaging market continues to expand. High-growth sectors include:
Nutraceuticals
Food and Beverage
Pharmaceuticals
Personal Care
Conclusion
Flexible packaging sits at the intersection of sustainability, efficiency, and innovation. The future of packaging is flexible—and the opportunity for growth continues to expand.
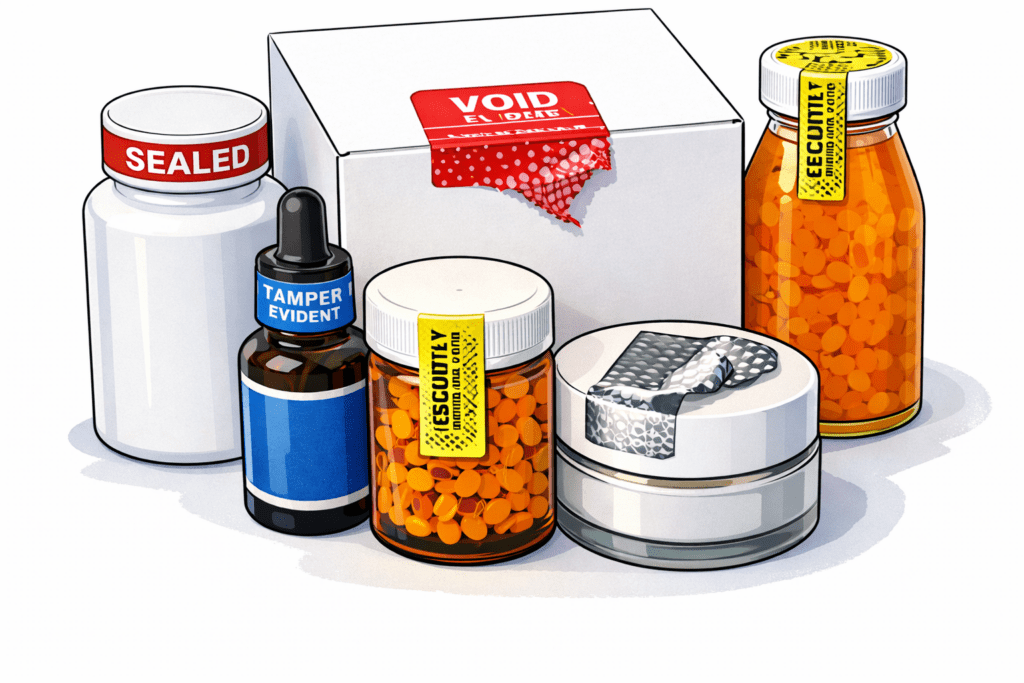
Tamper-Evident Packaging That Protects Prescription Medicine and OTC Products
Why Tamper-Evident Packaging Matters for Regulated Products
Regulated industries such as pharmaceutical, over-the-counter (OTC), and wellness sectors have a responsibility to keep products secure until they reach consumers. In addition to protecting end-users, manufacturers must demonstrate compliance with regulatory requirements and safeguard brand integrity.
The U.S. Food & Drug Administration (FDA), under 21 CFR § 211.132, defines tamper-evident packaging as packaging that provides visible evidence if a product has been opened or altered. Tamper-evident packaging does not necessarily prevent access, but it clearly indicates when access has occurred.
This differs from tamper-resistant packaging, which is designed to make opening more difficult but may not provide visible proof of interference.
PLPS focuses on tamper-evident solutions delivered through pressure-sensitive labels and shrink sleeve formats, providing regulated brands with scalable, compliant options.
Pressure-sensitive labels and seals incorporate elements that serve as warning signs of tampering. Many companies choose pressure-sensitive labels because they can be applied quickly from a roll and provide options for serialization and traceability. The three most commonly used types of pressure-sensitive tamper-evident labels are:
Destructible: In the simplest sense, labels can be applied as a seal on a cap or lid, keeping the container sealed and being destroyed once it is opened. This provides the user with an easily visible sign that it has been opened and potentially tampered with before purchase.
Void: Similarly, labels can be printed with special adhesive patterns that can leave behind the word “VOID” or related messaging. This serves to alert the consumer that a seal that had been applied at the production facility has been removed.
Perforated: Shrink sleeves featuring perforated tear-away tabs for removal can be printed to make them highly visible to consumers. This makes them easy enough for a consumer to open but still provides an obvious sign that the product has already been accessed.
Residue: In the same way that “VOID” labels function, these leave behind a visible pattern when removed. This notifies whoever is handling the packaging that it has been opened already and possibly interfered with in some way.
Premium Label & Packaging Solutions offers a wide range of options to make pressure-sensitive labels an effective deterrent to tampering. Our solutions ensure our clients gain the speed, traceability, and compatibility needed to support their product lines.
Shrink Bands and Shrink Sleeves for Secure Closures
Shrink bands and shrink sleeves can provide highly visible tamper-evident features when applied around caps or closures. These components must be torn or removed before opening, making interference immediately apparent.
Shrink sleeves are commonly used for:
Bottles
Vials
Jars
Shrink neck bands are often preferred when brands require full-cap coverage or additional visual assurance at the point of purchase.
PLPS manufactures shrink sleeve solutions engineered for regulated markets, including options compatible with sustainability goals.
Selecting the right shrink sleeve solution depends on supplier capabilities, material expertise, and production scalability. Brands should carefully evaluate these factors when choosing the right shrink sleeve supplier for their brand.
Tamper-Evident vs. Tamper-Resistant Packaging
While tamper-resistant packaging is designed to make access more difficult, tamper-evident packaging is intended to show clear, visible signs if access has occurred.
Although they may sound similar, there is a clear difference between tamper-resistant and tamper-evident packaging. The latter is designed primarily to make opening the packaging as difficult as possible to prevent tampering before the product reaches consumers. However, it may not provide evidence that it has been breached the way tamper-evident packaging does.
Therefore, many brands prioritize tamper-evident labeling and packaging because although it may not prevent tampering, it provides a clear warning to consumers that the product may have been compromised and should not be used.
Compliance and Market Expectations
Packaging plays an important role in helping manufacturers in highly regulated industries meet their compliance objectives. In many cases, regulations call for tamper-evident packaging for clinical trials as well as for consumer-ready products.
Visible tamper evidence is often expected to support patient safety, documentation standards, and audit readiness in regulated environments.
PLPS helps our clients stay in compliance with the regulations that are most important to their businesses, with tamper-evident packaging and labeling options as well as labels that support documentation requirements. We understand the importance of consistency in operating procedures as well as support for audit requirements.
Sustainable and Earth+ Tamper-Evident Options
As sustainability becomes a bigger concern for manufacturers and consumers, it’s important for healthcare, pharmaceutical, and wellness product packaging to be sustainable without sacrificing safety. Fortunately, PLPS offers a solution in the form of our Earth+ lineup of sustainable and recyclable packaging.
PLPS Earth+ solutions for tamper-evident packaging include recyclable shrink sleeves as well as downgauged label facestock that use less material. At the same time, these options also provide the same level of protection as standard tamper-evident packaging.
Choosing the Right Tamper-Evident Format
No matter what form products take, there is a way for its packaging to protect consumers by displaying evidence of tampering. Shrink bands and tamper-evident labels can be used on their own or in combination to ensure pharmaceutical and OTC compliance as well as meet clinical trial labeling requirements.
PLPS has the expertise and range of options to help manufacturers and packagers choose the options that make the most sense considering their line speed, regulatory needs, and material requirements.
To learn more about everything we can do for you, contact PLPS today to discuss the right tamper-evident labeling solution for your product.
Today’s Clinical Trial Labels and Packaging: From Operational Necessity to Strategic Advantage
Clinical trial packaging has long been viewed as a downstream operational requirement — essential for compliance, but rarely considered a strategic contributor to trial success. In 2026, that perception has fundamentally shifted.
As clinical trials become more complex, global, and patient-centric, labels and packaging now play a central role in ensuring data integrity, patient safety, regulatory compliance, and supply-chain resilience. The rise of biologics, advanced therapies, decentralized trials, and adaptive study designs has elevated packaging from a tactical task to a strategic capability. As Bill Kougelis, Product Line Director of Clinical Trials at PLPS, notes, “Sponsors and CROs increasingly view packaging not just as an execution function but as a strategic component that can mitigate risk and accelerate timelines.”
The continued expansion of decentralized and hybrid trial models has fundamentally changed where investigational products are administered. Packaging must now perform reliably not only at clinical sites, but also in patients’ homes.
Extended Content Solutions such as booklet labels, fold-out labels, and wrap labels support multilingual content, dosing instructions, and critical warnings in compact, compliant formats. According to Kougelis, “Packaging that enhances clarity and minimizes confusion helps not only compliance, but also patient confidence and data consistency across trials.”
Smart and Connected Packaging Expands Supply-Chain Visibility
Digitalization continues to transform clinical trial supply chains, and packaging is increasingly part of this transformation. Variable-data printing, serialization, and tamper-evident packaging provide improved traceability and support compliance, especially for temperature-sensitive biologics and advanced therapies.
PLPS’s clinical-focused production model supports inline variable printing and serialization features, enabling sponsors to meet global traceability requirements efficiently, even under accelerated timelines.
Sustainability Moves from Initiative to Industry Expectation
Sustainability has transitioned from a long-term aspiration to an operational expectation across the life sciences industry. Sponsors are actively redesigning packaging systems to reduce waste while maintaining compliance and product protection.
Expanded content formats engineered for regulatory needs, recyclable substrate options, and optimized multi-panel constructions help balance environmental goals with strict regulatory standards.
Regulatory Complexity Drives Automation and Standardization
Global clinical trials continue to face growing regulatory complexity, particularly around labeling, serialization, and language requirements.
Pre-qualified label constructions and automated workflows reduce review cycles and compliance risk. “When packaging partners bring validated, compliant solutions to the table, sponsors can move faster with greater confidence,” says Kougelis.
Order Flexibility ToSupport Adaptive and Small-Batch Trials
Adaptive trial designs and early-phase programs are driving a shift toward smaller, more frequent labeling orders. Sponsors increasingly require short production runs that align with enrollment variability and protocol changes.
Digitally enabled production allows minimum order quantities to align with clinical realities. Mid-size clinical-focused operations are often better positioned to pivot quickly between small batches and complex label constructions. Kougelis explains, “Our ability to support smaller runs and late-stage adjustments gives trial teams the agility they need without sacrificing compliance.”
Risk Management Becomes Proactive
As trials grow more complex, packaging risk management has shifted from reactive problem-solving to proactive prevention. Robust quality systems, traceability technology, and layered QA checks help identify vulnerabilities early — reducing deviations and protecting timelines.
Cost Optimization Through Strategic Packaging Decisions
Leading organizations approach packaging cost optimization strategically. Selecting appropriate formats — from pressure-sensitive labels to advanced booklet constructions — helps preserve budget while maintaining quality and compliance.
Are Quick-Turn Compliant Labels Possible?
If you’re looking for a clinical trial packaging partner that can support fast turnarounds, lower minimum order quantities, and late-stage changes without disruption, PLPS is built for today’s clinical trial realities. Our clinical-focused production model is designed to keep trials moving—no matter how timelines or protocols evolve. To learn more, email us at info@plpsgroup.com.
U.S. Manufacturing Is Reshoring: Why Production and Packaging is Coming Back
For years, offshoring was the default playbook: make it where it’s cheaper, ship it where it’s sold, and optimize the spreadsheet. Over the last several years, many American companies have begun reversing that logic. In particular, this shift has affected the nutraceutical, personal care, food and beverage, and household product sectors. As brands bring production back to the United States to reduce supply chain risk and improve operational control, labeling and packaging operations must evolve just as quickly.
Domestic label suppliers and flexible packaging manufacturers are now critical partners in ensuring speed-to-market, supply continuity, SKU control, and brand consistency during reshoring transitions.
Why U.S. Manufacturing Reshoring Is Accelerating
Risk is no longer theoretical. Tariffs, geopolitical tension, logistics disruptions, and supplier concentration have turned global efficiency into global fragility. Domestic manufacturing offers control and predictability that offshore models struggle to provide.
Total cost now outweighs unit cost. While domestic manufacturing may entail higher labor costs, brands increasingly offset those costs by reducing freight volatility, lowering inventory risk, and minimizing disruptions. For years, offshoring was driven by unit cost optimization. Today, risk management and responsiveness are driving strategic decisions.
Key factors fueling the shift include:
• Supply Chain Resilience – Reducing dependency on global freight volatility and geopolitical disruption. • Speed-to-Market – Launching products faster and updating packaging more quickly. • Operational Control – Closer collaboration with domestic partners. • Total Cost Optimization – Lower inventory risk and fewer emergency logistics costs.
Why Labeling and Packaging Must Move with Production
When manufacturing shifts to the U.S., packaging cannot remain global without creating friction.
Brands must evaluate:
• Domestic material sourcing • Alternative substrate qualification • Short-run and high-SKU programs • Version control and artwork management • Multi-site packaging consistency
How Reshoring Impacts Key Industries
Nutraceutical & Supplements
Supplement brands and contract manufacturers are expanding U.S. production to improve agility and meet retailer and regulatory expectations. These moves drive demand for short-run labels, fast material qualification, and speed. Supplement brands expanding U.S. production require:
Packaging-forward products benefit from domestic manufacturing by enabling faster innovation cycles and greater control over decorative packaging. Labels must meet faster turnaround speeds and offer innovation. Personal care brands benefit from domestic manufacturing by enabling:
• Decorative shrink sleeve innovation to replace costly direct deco • Color consistency across product lines • Faster product launches • Short-run promotional packaging
Food & Beverage
Ongoing investment in U.S. food, beverage and pet food manufacturing has increased demand for:
When production relocates, packaging must answer critical questions: Can equivalent materials be sourced domestically? Can alternates be qualified quickly? Can changes be managed without disrupting production?
Packaging decisions are increasingly made in parallel with manufacturing decisions—not
U.S. packaging suppliers are enabling reshoring by expanding domestic capacity, qualifying alternative materials, supporting line trials, managing safety stock, and helping regulated customers maintain compliance during transitions. They are also simplifying supply chains by supporting multiple formats, plants, and materials under consistent quality systems.
How Premium Label & Packaging (PLPS) Supports Domestic Manufacturing
Premium Label & Packaging (PLPS) is a U.S.-based label and flexible packaging supplier serving nutraceutical, personal care, food and beverage, healthcare, and household product manufacturers.
As companies reshore production or expand domestic operations, PLPS supports:
• Short-run and high-SKU programs • Decorative and shrink sleeve label solutions • Flexible packaging manufacturing, including forming pouches and sachets • Multi-site standardization • Domestic redundancy and inventory support
Reshoring represents a structural shift in supply chain strategy. Packaging must be aligned with manufacturing from the beginning and not as an afterthought.
Preparing for the Next Phase of Domestic Manufacturing
If your organization is planning to reshore U.S. manufacturing or expand domestic production, now is the time to evaluate your labeling and packaging infrastructure. Contact Premium Label & Packaging (PLPS) to discuss how we support scalable, responsive, and reliable domestic packaging operations. Email: info@plpsgroup.com Website: https://premiumlabelandpackaging.com/
The Complete Label Printing Process: From Design To Finished Product
Why the Label Printing Process Matters
Labels do more than identify a product – they influence purchasing decisions, communicate brand values, and strengthen consumer trust. For many companies, the label is the first interaction a customer has with the brand. That makes accuracy, quality, and presentation essential at every step.
At Premium Label & Packaging Solutions (PLPS), we view the label printing process as both a craft and a science. Each phase – from initial design files to finished rolls ready for application – demands precision and attention to detail.
By walking through the complete journey, we help our partners understand how choices in design, print methods, and materials affect cost, timing, and brand performance. Transparency and expertise define our approach, giving clients the confidence that their packaging will stand out on the shelf and perform in real-world conditions.
Step 1: Label Design and Prepress
The label design and prepress stage is where creative vision aligns with technical precision, verifying that artwork files are prepared for production without errors or inconsistencies. Our specialists carefully evaluate each file against rigorous standards, protecting consistency across runs and helping clients avoid costly delays or rework later in the process.
Key elements include:
File preparation: Fonts, dielines, resolution, and transparency layers are verified for compatibility with press equipment.
Color management: Pantone, CMYK, or custom spot colors are calibrated to achieve consistency across production runs.
Proofing: Digital and physical proofs allow brand teams to confirm alignment, copy, and color before production begins.
This step sets the stage for the entire process. When design and prepress are handled with care, production runs smoothly and results remain consistent.
Step 2: Choosing Printing Methods
With artwork finalized, the next decision is how to print it. We specialize in both digital label printing and flexographic printing, helping brands weigh the benefits of each approach.
Digital presses are ideal for custom label printing projects where agility matters. They support variable data, multiple SKUs, and frequent updates without extensive setup. Short runs and seasonal campaigns benefit most from digital’s flexibility.
On the other hand, Flexo is designed for high-volume projects. It provides unmatched efficiency for large runs and delivers excellent results at scale. While plates are required, the speed and cost-effectiveness of Flexo make it the go-to choice for consistent, long-term production.
Digital vs. Flexographic Printing: A Comparison
Feature
Digital Printing
Flexographic Printing
Best for
Short runs, multiple SKUs, personalization
High volumes, consistent long runs
Setup time
Minimal (no plates required)
Longer (plate creation and mounting)
Cost efficiency
Competitive for small batches
More efficient for large quantities
Customization
Excellent for variable data and fast changes
Limited but highly consistent
Color accuracy
Strong with CMYK and calibration
Excellent with spot colors and Pantone inks
Step 3: Selecting Materials and Adhesives
Material selection directly affects how a label performs on the shelf and in the consumer’s hands. We guide clients through the wide array of printing materials and adhesives, balancing durability, cost, and visual appeal.
Common options include:
Paper substrates: Economical and versatile, ideal for dry goods and short-life products.
Film substrates: Resistant to moisture and abrasion, offering flexibility and longevity for vitamins, beverages, personal care, and industrial applications.
Special adhesives: From permanent to removable, tailored to surfaces, storage conditions, and use cases.
For many projects, pressure-sensitive labels remain the most versatile choice. We offer a complete portfolio of pressure-sensitive label solutions, which apply easily to a wide range of surfaces.
Other packaging formats may call for full-container decoration. In these cases, shrink sleeve label options provide 360-degree branding and tamper evidence. Sustainability is increasingly important in material selection. Our team helps clients adopt sustainable label printing practices with recyclable, compostable, or reduced-waste substrates. The right choice balances durability with environmental goals.
Step 4: Printing and Color Control
Once materials are defined, production begins. Product labels are brought to life on a label presses, where inks are applied with precision. But quality printing is more than transferring ink to a surface – it’s about control.
We maintain strict attention to color fidelity and detail:
Spot colors and Pantone libraries: Critical for maintaining brand-specific hues across multiple runs and facilities.
CMYK process printing: Ideal for complex graphics and photographic elements, supported by calibration and proofing.
Real-time monitoring: Sensors and human oversight track registration, density, and alignment to confirm results match approved proofs.
Color control isn’t a one-time check. It’s continuous monitoring throughout the run to deliver accurate, repeatable results.
Step 5: Finishing Touches and Coatings
After printing, finishing adds protection and enhances the label’s look and feel. We offer a wide variety of finishing and coatings to align with brand goals.
Options include:
Varnishes: Gloss, matte, or soft-touch finishes to create visual contrast and tactile appeal.
Laminates: Thin protective films to increase durability against moisture, chemicals, and abrasion.
Embossing, debossing, and foil stamping: Premium textures and metallic effects that attract consumer attention.
Functional finishes: Features like peel-and-reseal or interactive textures that add convenience and differentiation.
Finishing not only protects the label from wear but also turns it into a marketing tool that elevates shelf presence.
Step 6: Quality Control and Inspection
Before labels are released, every batch undergoes extensive checks. Quality control in label printing is not optional – it’s fundamental. We use advanced inspection systems to safeguard brand integrity and verify that every label meets the highest standards of accuracy, consistency, and durability.
Our quality assurance process includes:
OCR and OCV systems: Automated OCR and OCV label inspections catch defects such as missing text, misalignment, or incorrect data.
Defect detection: High-speed cameras and operator oversight identify surface imperfections, streaks, or coating issues.
These measures protect against errors, helping clients avoid costly recalls or reputational harm. Our focus on inspection and certification gives brands confidence that every label leaving our facility performs as intended in both appearance and function.
Step 7: Delivery and Application Support
When production is complete, labels are finished in formats tailored to client needs – rolls, sheets, or custom configurations suited to application equipment. Packaging is designed to protect labels during transit, so they arrive ready for use without damage or loss of quality.
We also support integration on the client side, providing guidance for applicator settings, compatibility, and performance. This includes troubleshooting for different label applicators, advice on storage conditions, and recommendations for handling materials in high-speed environments.
Responsive delivery and ongoing support are central to the way we partner with brands, helping labels perform as intended from the moment they reach the production floor to the final product on the shelf.
Partner with PLPS for End-to-End Label Printing
PLPS delivers a seamless, high-quality experience. Our team combines technical expertise, advanced equipment, and collaborative service to guide every stage of the process.
With offerings spanning flexible packaging capabilities, fold out labels, shrink sleeves, and traditional printed label options, we provide solutions that adapt to your brand’s evolving needs.
What sets us apart is not only our printing capacity but also our commitment to long-term partnership. We advise on sustainable strategies, advanced finishing, and application techniques that help brands stand out in competitive markets. We don’t just print labels – we help build packaging programs that support business growth.
With a commitment to precision, sustainability, and innovation, we are the trusted partner for companies seeking both performance and impact.